Syntec Airflow System knows the importance of a well-designed HVAC system, which is vital for maintaining the optimal air quality and containment-free area in your facility. We observe all factors and design the flow for air filtration and distribution to maintain the appropriate temperature, relative humidity, pressure differentials, and viable and non-viable particle counts to ensure optimal airflow in your facility.
Syntec ensures that your specific requirement meets all scientific and regulatory parameters—Trust Syntec for your facility's smooth running from planning and designing to operation.


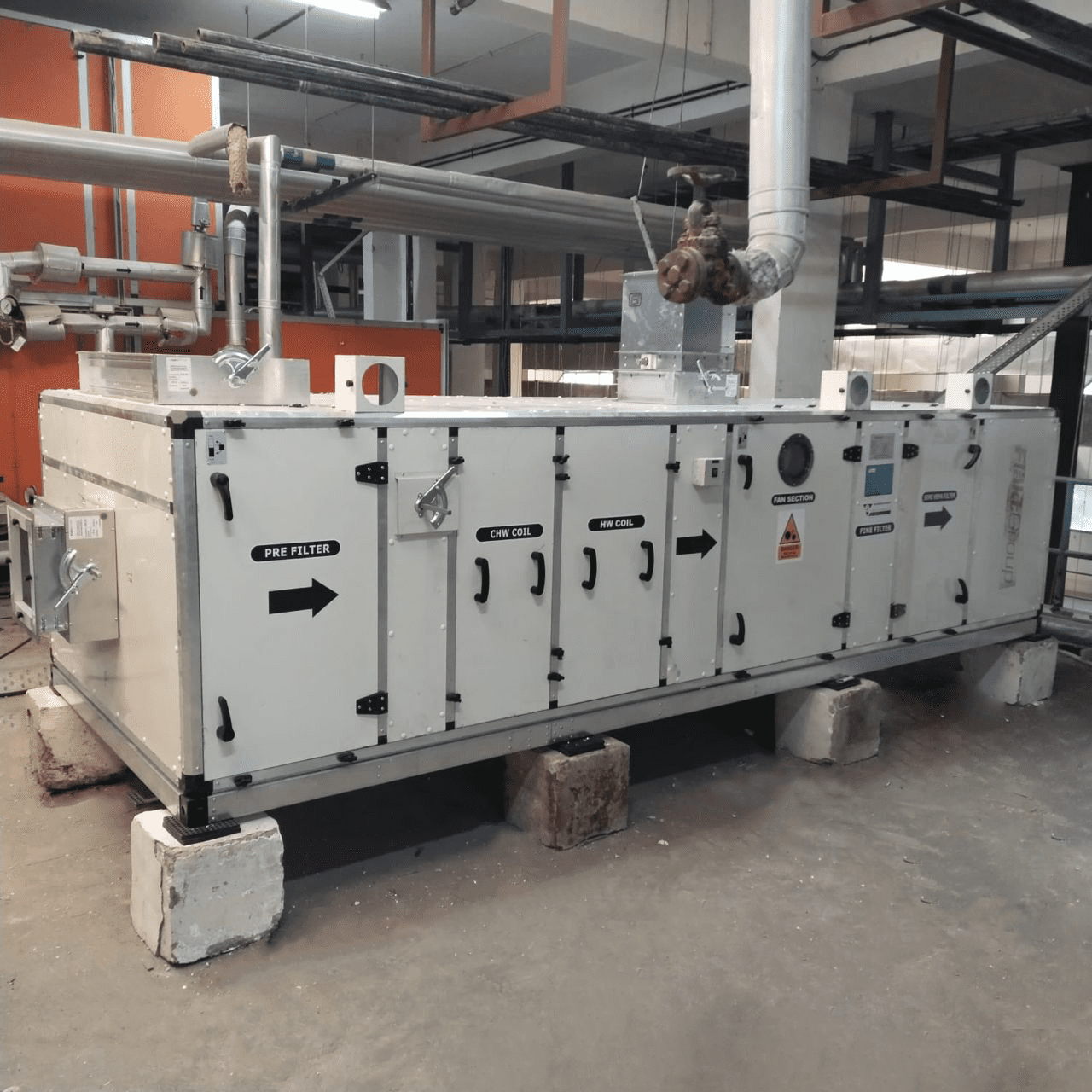
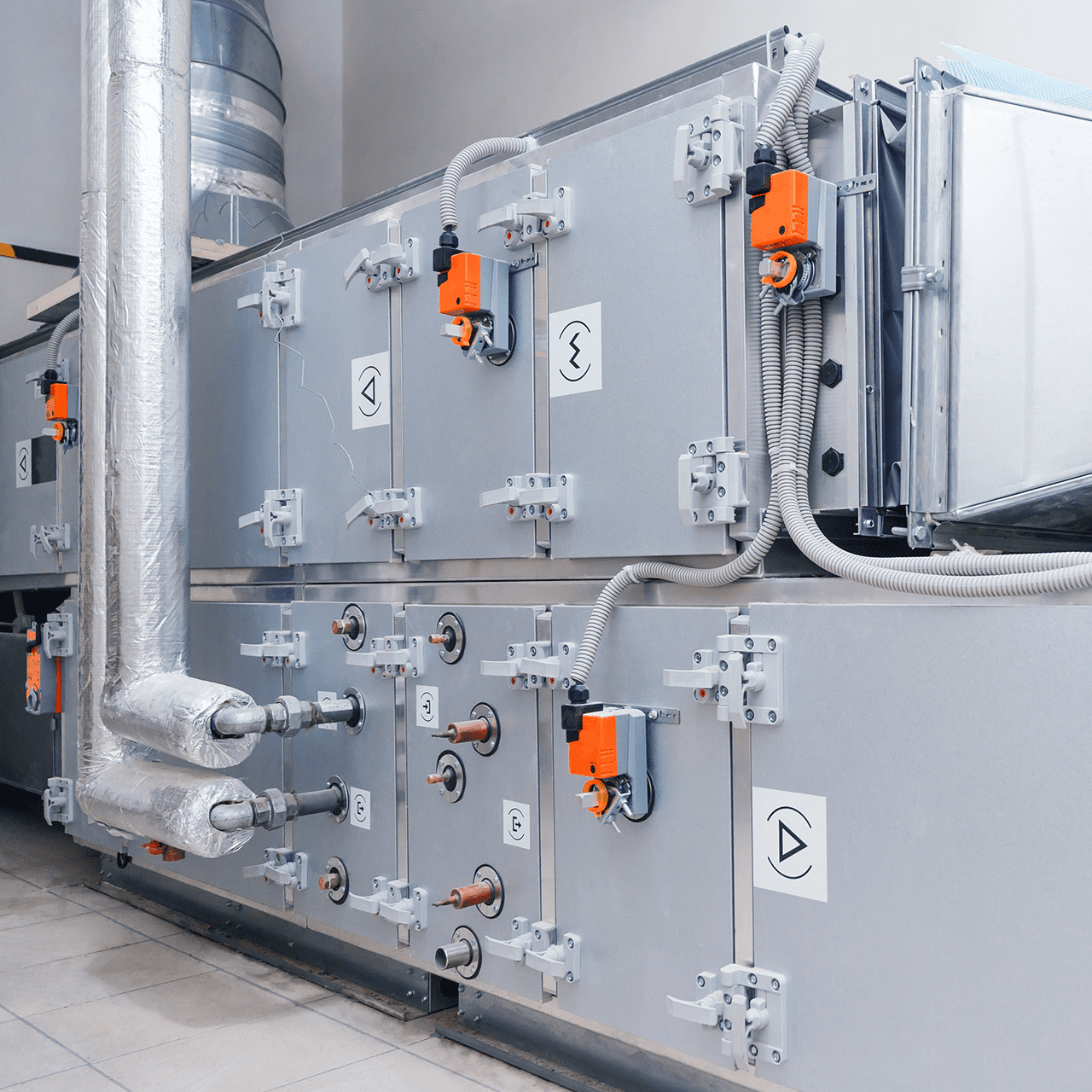
Syntec's customized air handling units are tailored to meet each client's unique specifications. Each unit undergoes a comprehensive factory assembly and testing process to meet the highest quality standards. These customized units are designed and built to precise dimensional requirements, ensuring optimal performance and efficiency.
Custom Options:
- 50 CFM to 100,000 CFM (and larger...)
- Industrial Applications
- Heat Recovery
- Custom Profiles and Custom Aspect Ratios
- Side by Side Units
- Multiple Fans
- Dehumidification - Active & Passive
- Welded construction or corner post Panel construction option
- Hygiene construction options with special coatings
- Shipping options - Semi-known down / fully assembled
- Construction for Indoor & Outdoor Installation
- Size & airflow directions as per requirements
- Commercial Applications
- Architectural Profiled Units
- Packaged DX
- Standard Modular Units
- Vertical Units
- Service Platforms
- Energy Recovery - Energy wheels, plate type, heat pipes
- Thermal break options & Insulation options
- Material options - MS, GI, SS, Aluminium, AluZinc, pre-coated sheet
- Fans: Plug, Centrifugal, Fan Wall & EC Fans
- Various skid options
- On-Board Control Sensors & Connectivity remote
Heating and Cooling:
Heating
- Electric Heaters
- Direct or Indirect Gas Fired Heaters
- Hot Water Coil
- Steam
- Condenser heat, electric, gas, thermic fluids, solar
- Humidification - evaporative, pan type, atomizers
Cooling
- Chilled Water
- Evaporative Cooling
- For humidification applications
- For direct cooling & indirect cooling
- Humidifiers
- On-Board Refrigeration: Variable and fixed speed
Factory Installed Control Options
- Factory Mounted Wiring Raceways and J-boxes for Field Control Wiring
- Factory Installed Sensors, Actuators, Controllers
- Factory Installed and Programmed DDC Controllers
- Factory Installed and Programmed PLC Controllers
Electrical
- Single Point Power Panels
- Variable Frequency Drives
- Standard and EC Motors
- Conduit Runs
Filtration
- Standard and High MERV Rated Filtration
- Ultra-Violet Lights
- HEPA Filtration
- Bag-In/Bag-Out
- Gas Phase
- Electronic Filtration
- Standard or Angled Filter Racks
- All particulate & Gas Phase Filtration, Pre (G4) to HEPA (H14)


With a repute in excellence and quality solutions and a focus on developing optimum environments, we here at SYNTEC AIRFLOW SYSTEM take pride in being reputed as the HVAC contractor catering to all your VRF (Variable Refrigerant Flow) needs.
With our VRF solution, it accords precise control of temperature as well as humidity with a conducive environment for pharmaceutical processes and the products.
We've partnered with leading manufacturers to offer VRF systems from reputed makes. With our partnerships with trusted brands, we assure the reliability and performance of your HVAC system. Count on SYNTEC AIRFLOW SYSTEM for endearing solutions.
Our commitment to customer satisfaction extends beyond installation. SYNTEC AIRFLOW SYSTEM is equipped to offer maintenance and support services that guarantee the continued optimum performance of your VRF system. Count on us for reliable service delivery and quick response time.

Being the top HVAC contractor among all generic and specialty industrial automation contractors, SYNTEC AIRFLOW SYSTEM takes pride in offering expert solutions that are engineered to meet pharmaceutical needs.
As pharmaceutical facilities face a challenging climate, therefore the AC ductable systems offered at this contractor's place are industriously designed to cater to the air quality and temperature requirements as well.

SYNTEC AIRFLOW SYSTEM is a professional and experienced HVAC contractor in the field that provides exceptional and customized solutions for the pharmaceutical industry. It introduces the best dehumidification system, entirely customizable according to pharmaceutical environments. SYNTEC AIRFLOW SYSTEM is an expert in designing dehumidification systems that cater for the stringent requirements of cleanrooms, laboratories, and manufacturing spaces because of their extensive knowledge about the industry.
They offer state of the art systems from renowned manufacturers that effect precise humidity control thus giving an environment as per pharmaceuticals and regulatory environments. In manufacturing their dehumidification systems, SYNTEC AIRFLOW SYSTEM assures with the fact that the parts used in their systems are from well-known makes by affiliating them to leading manufacturers. They recognize the uniqueness of every pharmaceutical facility and work in partnership with clients to first assess specific needs and then customize solutions in dehumidification accordingly. These kinds of dehumidification solutions are tailored to meet industry standards and regulations and on the basis of which your facility is required to maintain your facility in order to meet minimum requirements for quality control as well as product safety. Beyond installation, SYNTEC AIRFLOW SYSTEM provides continuous support – preparatory and maintenance so a company's dehumidification system keeps running in the optimal working state. Make SYNTEC AIRFLOW SYSTEM your partner for HVAC applications in Pharmaceutical industry and experience the difference that expertise, advanced technology and commitment to excellence can make into bringing forth an environment with precise humidity control. Contact them today to talk about your specific needs and explore together how their dehumidification solutions will bring your pharmaceutical facility into the next level.

SYNTEC AIRFLOW SYSTEM, being a reputed HVAC contractor, SYNTEC provides reliable chiller solutions of reputed makes.
Chillers are therefore an essential cog in HVAC systems, and more so for pharmaceutical facilities where the aspect of temperature control is required with surgical precision. The following lists down the reasons why chillers are said to be such a dependable solution within an HVAC system:
Temperature Regulation: One of the critical functions of chillers in a pharmaceutical firm is to regulate the temperature precisely in order to protect the pharmaceutical products and processes at the stated desired range. This is essential because it ensures that the quality and efficacy of medicines, vaccines, and other sensitive pharmaceutical products are not spoilt.
Energy Efficiency: Chillers are designed in such a way that they help reduce the energy required and running costs in pharmaceutical plants. Through enhancing technology such as variable speed drives and intelligent controls, chillers use energy admitting to cooling requirements and thus minimizing maximum energies possible.
Reliability: Chillers from reputed makes like the one offered by SYNTEC AIRFLOW SYSTEM are also known for reliability. These comprise of the best components available in the market and subjected to tests with respect their make quality and performance at various conditions and loading. Such reliability is hence very vital to pharmaceutical premises since any downtime or temperature fluctuation could have detrimental effects.
Scalability: Chillers are scalable and thus can be helpful in cooling systems of pharmacy facilities that operate on different scales. This can be a small laboratory or even manufacturing plant, however, the chillers can be diversified to fit the requirement of the facility for optimum performance and efficiency in cooling.
Environmental Concerns: Chillers have been made with considerations on being environmentally friendly offering refrigerant options of green and also having energy-saving features. This is in line with the factor of sustainability that has become an issue of great concern to the pharmaceutical industry.
At the end of it all, SYNTEC AIRFLOW SYSTEM will boast a reputation for being a dependable HVAC contractor offering credible chiller solutions with reputed makes. Chillers are perceived as reliable in the HVAC systems meant for pharmaceutical facilities owing to various reasons including accurate temperature control, energy efficient, reliable, scalable, as well as environmental related considerations. Therefore, partnering with SYNTEC guarantees the best performance and the pharmaceutical companies will safeguard timely integrity of their HVAC systems to enhance overall smooth operations.

Syntec supplies reputed make cooling towers, being a vital component in the pharmaceutical industry to maintain temperature and humidity at respective levels in connection to various processes involved in manufacturing.
These processes often generate a lot of heat. This has to be well dissipated in order to avoid the degradation of products and also maintain the quality of products as times elapse.

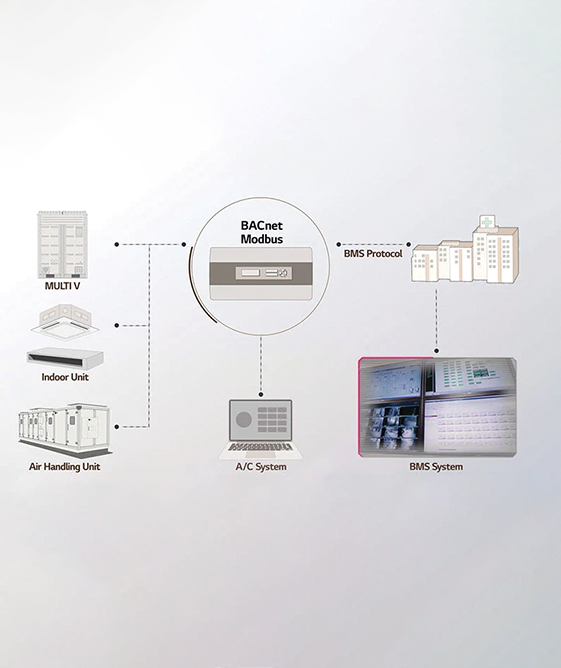
Syntec also provides a design of a BMS system controlling a set of algorithms for the temperature, humidity and pressure providing accurate control of parameters and conditions of an environment of a clean room.
The solution has a rich user interface with a possibility of graphic visualization in real time of the processes, conditions, values of the sensors. All the main parameters including their alarm boundaries, all PID loops, as well as production parameters will be accessible with SCADA. The system will also offer two level settings for GMP2 (Good Manufacturing Practice) and non-GMP parameters to be defined by the power users.

Syntec is a leading provider of cleanroom solutions that cater to diverse industries with strict contamination control requirements. Their team of experienced engineers and technicians possesses in-depth knowledge of cleanroom technology and its applications across various sectors.
Syntec offers tailored cleanroom solutions for several industries, including pharmaceuticals, electronics, healthcare, aerospace, and food and beverage. The company is dedicated to providing high-quality cleanroom solutions that comply with rigorous international standards and collaborates closely with clients to understand their specific needs and challenges. With a proven track record of success, Syntec is a trusted cleanroom solution provider for businesses across diverse industries. Contact Syntec today to discuss your cleanroom requirements and experience their expertise in the cleanroom industry.



We are a leading manufacturer of the wide assortment of Pharmaceutical Lab Furniture, including Biosafety cabinets, SS Table, SS Chairs, SS Cross Over Bench, SS Racks, and Laboratory SS Sinks.
These raw materials used are of supreme quality, procured from reliable vendors. Huge requirements of dimensioning and designing for the manufacture of furniture in pharmaceutical laboratories we have ample choice to meet all requirements easily.
Besides the standard product line we offer, we provide the custom-made SS furniture according to their demand.
We are committed to ensuring we provide our customers with the best quality products and services. We have a professional team of engineers and designers who are committed to coming up with innovating yet functional cleanroom furniture solutions.
We will also provide excellent customer services to our clients. We have a set of dedicated customer service representatives who are willing to answer all your questions and concerns.
We encourage you to contact us in for your need high quality, durable, and affordable Pharmaceutical Lab Furniture.



Syntec is a leading manufacturer and designer of laminar airflow (LAF) systems for a variety of applications, including pharmaceutical cleanrooms. Their LAF systems are built with high-quality materials and designed to provide a uniform and consistent airflow, ensuring effective particle removal. Comparatively, Syntec's LAF systems ensure the high filtration efficiency, airflow velocity, and particle containment adhere or exceed industrial standards. Apart from being compliant with product safety and regulations, other set standards associated with cGMP guidelines, as well as ISO 14644 involved in Syntec LAFs, are also met.
For this reason also, therefore, the company specializes in designing and manufacturing purpose-built LAF systems to meet certain cleanroom configurations, a specific layout of equipment and an airflow configuration aimed at achieving particular controlled conditions. Besides they embrace the full range of services, design, manufacture, installation, commissioning, and maintenance of all LAF systems.
This attests the quality, reliability and reputation of Syntec LAF systems all over the world in pharmaceutical facilities. With the breakthrough of Syntec's LAF systems, pharmaceutical manufacturers will save product quality, add safety for workers, attain regulatory compliance, and be sure that they realize cleanroom performance optimization.

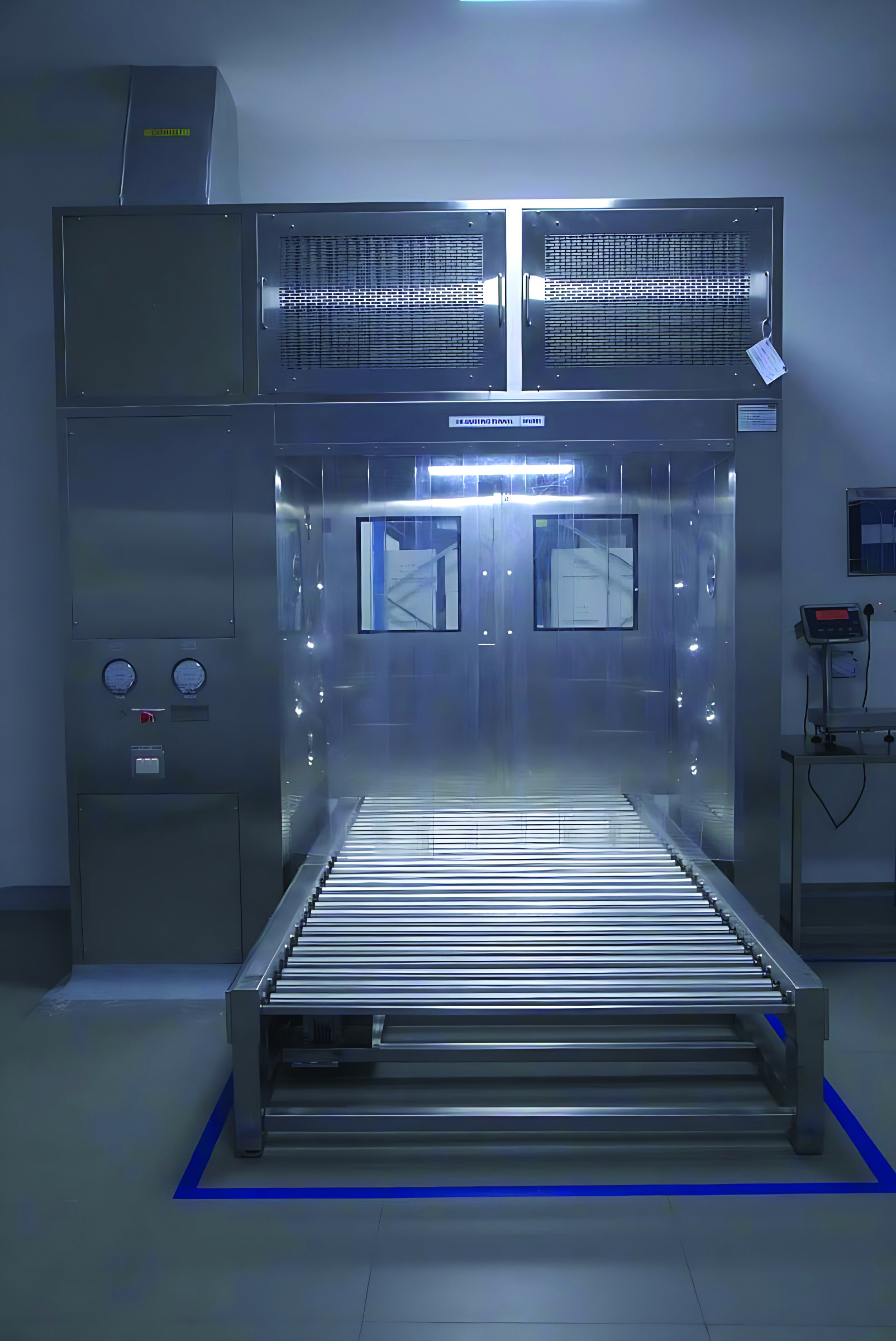
The SS air shower offered by Syntec is an extremely efficient unit that provides high-pressure air for people to remove contaminants from their skins when entering cleanroom environments.
In front of flowing through adjustable nozzles, the air is filtered through a HEPA filter at high speed, so it cleans much quicker and more effectively. The adjustable nozzles recirculate the air back to the blower once HEPA filtered is directed back to them through pre-filtering. The standard air shower section features 32 adjustable stainless steel air nozzles - 16 in number to one side and 16 across.



Syntec's Dispensing/Sampling booths are the best choice for pharmaceutical units that require reliable and great equipment to handle their production requirements. These booths have been created in a manner that will offer the controlled environment required to handle strict needs, which are required by the pharmaceutical manufacturers when ensuring conformity to industry dictates, such as cGMP guidelines and ISO 14644.
The air inside the booth is made suitable for use by its advanced HEPA filtration and precise airflow control. Its ergonomic design ensures maximum comfort and ease of use while providing easy cleaning and maintenance characteristics to the workers.
Syntec dispensing booths assure the pharmaceutical firms of quality products as they assist in keeping a controlled environment whereby the injection of contamination risk is reduced. The booths act as separation entities that are between the hazardous material being handled and the worker in order to reduce the amount of exposure to the hazardous materials for the operators.
Also, Syntec dispensing booths are aimed at aiding the pharmaceutical companies in compliance with regulations such that they realize industry standards if not above them. The booths help to maximize workflow and therefore give tranquility to the pharmaceutical companies towards making the right choice in terms of a reliable solution towards their manufacturing business.
All in all, the dispensing booths by Syntec are great investments to pharmaceutical companies looking for a consistent and safe solution for their attractive manufacturing requirements.

Enhance your cleanroom efficiency with Stainless Steel Pass Boxes from Syntec. The pass box is a transfer chamber for enabling the handling of materials between the cleanroom areas while minimizing exposure of the items to contamination and yet retaining the product integrity intact. These pass boxes are constructed from durable 304-grade stainless steel that has perfect resistance to the corrosion and encourages long-term performance within demanding cleanroom environments.
The seamless construction and smooth surfaces offered by the stainless-steel units on these pass boxes will reduce accumulation of particle conditions, thus making it easy to clean the pass box. With customizable dimensions, options of different configurations, and the ability to add glove ports, Syntec Stainless Steel Pass Boxes can be adapted to your cleanroom context. Get in touch with Syntec today and maximize your clean room operation efficiency and safety.

A dedusting tunnel of Syntec is therefore a must innovation in every cleanroom operation. The dedusting tunnels remove dust particles and other forms of contaminants from the materials quite effectively, ensuring product quality apart from operator safety. The tunnels of Syntec use high-velocity airflows, HEPA filtration, in addition to ionization (optional) to assure excellent particle removal efficiency. The tunnels are built in strong stainless steel with smooth non-porous surfaces so that there is particle collection and it also erects easy cleaning.
Syntec tunnels have been designed in a variety of configurations, sizes, and based on your application. They can handle any size of the material that you may be dealing with as far as large heavy gauge structures. Basically, whether you need a small capacity tunnel or an extensive high-capacity tunnel system for a large production, Syntec has everything figured out for you.
With Syntec dedusting tunnels, your sensitive products can be afforded protection from air pollutants, reducible chance of product contamination, your operators from harmful dust exposure, improved general cleanroom efficiency and safety, as well as strict standards and regulations that seeks to maintain a sterile clean room. Contact Syntec today concerning your dedusting tunnel requirements to specifically meet the needs of your particular facility while improving cleanroom operations' efficiency and safety.
"Syntec builds biosafety cabinets (BSCs) to NSF/ANSI Standard 45, EN 12469, AS/NZS 2252, and with GMP guidelines. It might be interesting to note, that compliance of standards by Syntec secures safe working and controlled ambience with regard to the hazardous substances and prevent spreading of airborne envelops due to biosafety cabinets.
Workers' safety and the safety of their products are thus assured, and pharmaceutical companies can be rest assured by using Syntec's BSCs. BSCs are an essential component of any pharmaceutical manufacturing facility as they provide the required controlled environment associated with working with many hazardous materials and protecting both the worker within the cabinet and the work phases from airborne contaminates. They are categorized as Class I offering the least protection to Class III offering the highest protection possible.
Some of the probable areas where such applications could be are in the handling of radioactive materials, aseptic processing, use of hazardous materials, compounding pharmacy, and testing as well as analysis in pharmaceutical manufacturing facilities. Some hypothetical advantages likely to come with BSCs include to reduce risk from contamination, improve worker health protection, aid compliance, as well as good quality assurance.
Regular maintenance of BSCs ensures that they are working effectively and safely. This includes replacement of filters, cleaning and disinfecting, mechanical maintenance as well as calibration. Proper use of BSCs together with regular maintenance helps the pharmaceutical companies to protect their products, workers, and be compliant with the regulatory requirements."

The Air washers by Syntec are, in fact, critical equipment for most of the sectors where air purification, humidity regulation, and temperature control are required.
The applications of these equipments are versatile and efficient for maintaining the environment clean and in control, which actually is necessary to accomplish the product quality, workers' safety, and environmental standards. They are of particular use in industries where these two factors form the backbone and hence make Syntec's Air washers a first choice for many businesses.

Syntec, today a renowned name of the industry, is ranked amongst the premier companies capable of handling modular Operating Theaters (OTs) on a turnkey basis from designing, manufacturing, installation to successful maintenance of the same.
Its success can be owed towards innovation and quality as the center of operations, Syntec succeeded in delivering state-of-the-art modular OTs for being safe, efficient, flexible but above all most worthy marvel of technology. Modular OTs are designed as per the standards like ISO 14644, cGMP guidelines, NABH standards, HTM 2025 besides various local building codes of the country to make it compliant with the stringent requirements of healthcare facilities across the world. Syntec undertakes the commitment of patient safety, product excellence, and the overall standards of healthcare by targeting the specified points where industry benchmarks are met.






